松尾工業所はこの度、アルミダイカストの相談室を立ち上げる事といたしました。
このようなお悩みをお持ちでしたらぜひ一度、お気軽にお問い合わせください。
基本フラックス処理で対処できます。頻度・方法の見直しを行えばかなり改善できます。
AD12.1材によるダイカストでは凝固特性により破断チルは避けて通れない問題ですが、対処方法としては
溶湯・・酸化アルミニウムの巻き込みを極力抑える。酸化部分は固相線温度が高いため凝固しやすく原因の一つとなる。
射出タイミング・・射出スタートまでのタイムラグが長すぎるとスリーブ内で凝固が進んでしまい破断チル層の増加に繋がる。また短すぎる場合スリーブ内での再溶解が阻害され増える場合がある。
方案・・分流子からゲートまでの流れがスムーズ過ぎる場合(1ヶ取り金型等)生成された破断チル層がそのまま流れてゲート部で引っ掛かり不良となってしまう。ガス巻き込みを考慮しつつ先湯を止めるランナー方案にする。
金型に発生する様々な応力によりヒートクラックが発生しますが対応方法によっては発生を遅らせ金型寿命を延ばすことが可能です。
製品設計・・できるだけ肉厚を均一化する
方案設計・・ホットスポットを生じさせない形状にする
金型設計・・分割部分を多くして応力集中させないようにする
材質・表面処理・・ダイカスト現場にあわせた最適化を考慮する
鋳造品質が悪いとトリミング時のばらつきが大きいのでまず安定した製品を作ることが大事です。
トリミング型はギャップ・パンチ形状・ダイス形状と方案も大事ですが材質・熱処理・表面処理も出来映えに影響します。
(1ショットデータ 50,000円~)
※都度、ご相談ください
※都度、ご相談ください
内容に依りますがメールのやり取りのみで解決できれば問題ありません。
メール対応のみならば全国どこでも大丈夫です。訪問が必要な事例ですと、東海三県及びその周辺となります。詳しくはお問い合わせください。
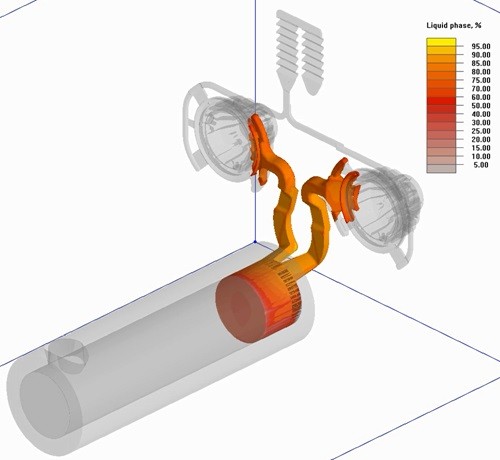
ツリーモデル(STL)及び鋳造条件を教えていただければ解析可能です。また3Dモデルの作成、鋳造方案の提案、鋳造条件の提案も行っています。
事前打ち合わせで訪問日程を調整させていただきます。
対応によって異なりますので、都度ご相談してください。
